
Selecting the right heavy-duty screw conveyor is critical for industries requiring high-efficiency and environmentally safe material handling. This article explores the technical parameters, application contexts, and operational advantages that make certain screw conveyors ideal for dust-free conveying of powders, granules, and small lumps. Emphasizing advanced sealing technology and multi-point feeding designs, this examination caters to procurement experts and technical decision-makers within mining, chemical, and construction sectors who seek to optimize production efficiency while maintaining strict environmental standards.
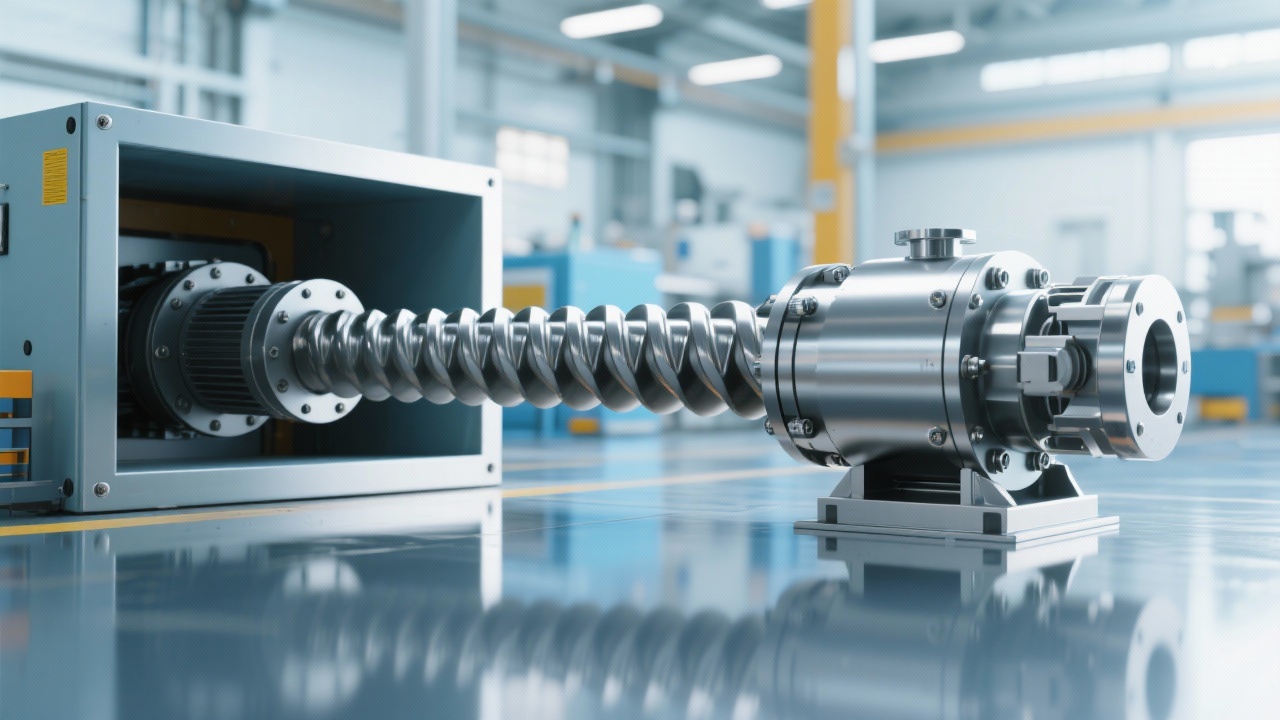
Heavy-duty screw conveyors are engineered to handle large volumes of bulk materials with robust construction to endure harsh industrial environments. The primary parameters influencing selection include:
Different material states impose distinct demands on conveyor selection:
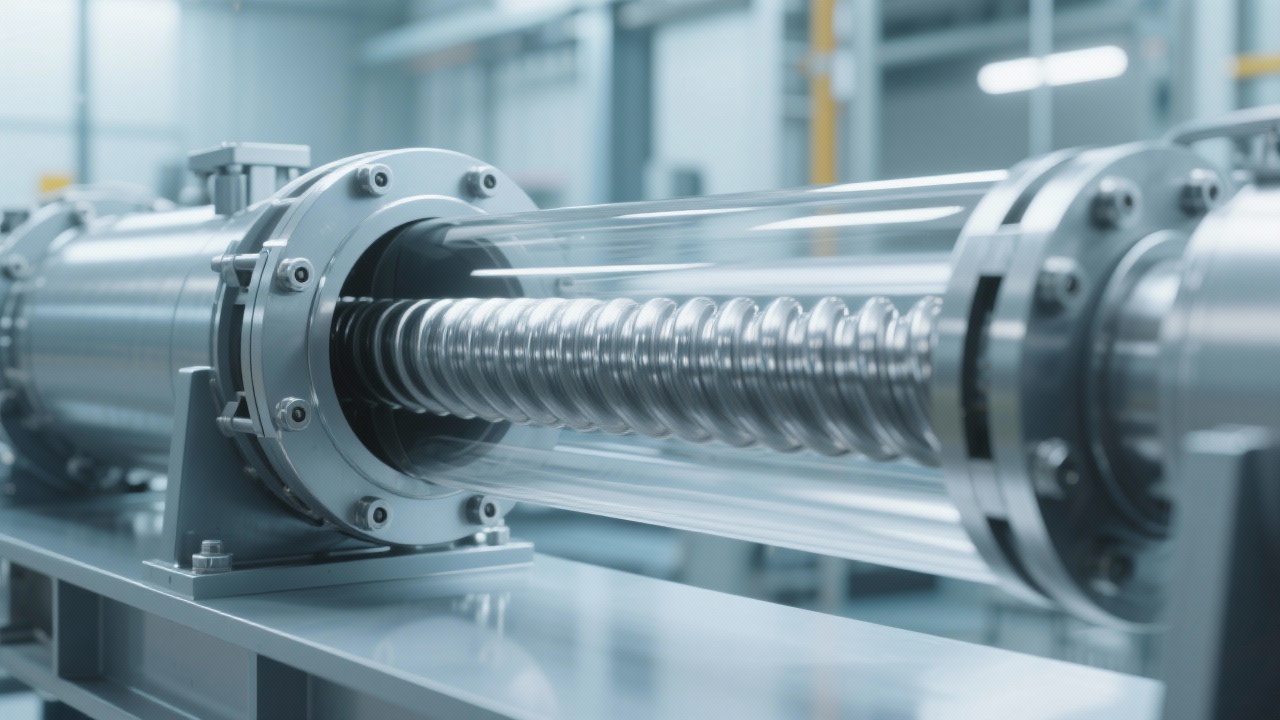
An integral feature of advanced heavy-duty screw conveyors is their sealed operation mechanism. The system incorporates labyrinth and mechanical seals at inlet and outlet points, coupled with pressurized air shields, effectively suppressing the escape of fine dust particles. This containment reduces environmental contamination, protects worker health, and ensures product purity. According to industry tests, sealing can cut particulate emissions by over 85% compared to traditional open models, supporting compliance with ISO 14644 environmental standards.
Contemporary conveyors offer flexible configurations with multiple inlet and outlet points. This design supports various process stages simultaneously, enabling:
The resulting throughput gain can boost overall plant productivity by 15-25%, as validated in case studies with chemical manufacturing plants.

Across mining, chemical, and construction sectors, these conveyors must conform to both operational and regulatory constraints. Selection should consider:
Implementing scheduled preventive maintenance significantly reduces unexpected downtimes by approximately 30%, optimizing total cost of ownership.



 105
|
105
|
 Heavy - duty screw conveyor
Dust - free transportation
Material conveying equipment
Sealed transportation technology
Conveyor selection
243
|
heavy-duty screw conveyor
dust-free material handling
screw conveyor selection guide
industrial conveying solutions
sealed screw conveyor
97
|
Heavy - duty screw conveyor
Sealed operation technology
Dust control
Dust - free conveying equipment
Material conveying selection
83
|
heavy-duty screw conveyor
dust-free conveying equipment
material conveying selection
sealed screw conveyor
industrial material transport solutions
184
|
Heavy - duty screw conveyor selection
High - efficiency dust - free conveying equipment
Screw conveyor sealing technology
Powdery material conveying solution
Industrial material handling solution
Heavy - duty screw conveyor
Dust - free transportation
Material conveying equipment
Sealed transportation technology
Conveyor selection
243
|
heavy-duty screw conveyor
dust-free material handling
screw conveyor selection guide
industrial conveying solutions
sealed screw conveyor
97
|
Heavy - duty screw conveyor
Sealed operation technology
Dust control
Dust - free conveying equipment
Material conveying selection
83
|
heavy-duty screw conveyor
dust-free conveying equipment
material conveying selection
sealed screw conveyor
industrial material transport solutions
184
|
Heavy - duty screw conveyor selection
High - efficiency dust - free conveying equipment
Screw conveyor sealing technology
Powdery material conveying solution
Industrial material handling solution



.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)





